




製造業の品質管理にかかわる仕事をしていると、「工程能力」や「Cp」っていう言葉を聞くことがあります。
何となく分かった気になっていても・・・

工程能力が1.33以上必要とか、1.67以上が良いとか聞くけど、正直どんな事を意味しているのか、よく分からないなぁ・・
そう思うことってありませんか?
身近に詳しく説明できる人って、そうはいませんよね^^;
この記事では「工程能力やCpという言葉を始めて聞いた」という人に向けて、簡単なイメージをお伝えします。
複雑な計算式みたいな専門的なことが知りたい人に向けた記事にはなっていませんので、その点はご了承下さい。(^^;;;
- 工程能力という言葉を始めて聞いた人
- 工程能力がさっぱり理解出来ない人
YouTube動画での解説はこちら
工程能力を知る前の準備
「工程能力とは?」に行く前に、少し知っておいて欲しい内容があります。
- 正規分布って何?
- バラツキって何?
- σ(シグマ)って何?
①~③を理解することでイメージしやすくなります。
この3つは別の記事で解説していますので、そちらを読んでいただければと思います。
工程能力って何?
具体的な例として、会社への出社時間を考えてみます。
下のグラフは、270日の出社時間を集計したグラフです。この出社時間のグラフに(規格=守らないといけない)線を入れてみます。

このグラフを見ると、会社に遅刻したことはなくて、遅くても10分前に会社に着いていることがだいたい分かります。
規格のことを「SPEC(スペック)」と呼ぶこともあります。
結果から言うと、工程能力は「規格に対してデータの余裕を示す数値」になります。
これから具体的な事例を挙げながら細かな所を説明していきます。
上のグラフにσ(シグマ)値をエクセルで計算して追加してみます。


8時を過ぎて会社に着くことは、まぁ無いですね(^^;
この人の出社データは、「十分安定している」という言い方をします。
「工程能力がある」とか、「工程能力が高い」と表現することもあります。
では、どの程度の工程能力があるのか?数値化してみます。
CpとCpkの違い
工程能力を数値化する前に、2つの記号について少し説明します。
「Cp」と「Cpk」です。
工程能力を表す記号ですが、アルファベットの「k」が有るか無いかの違い。
一見、同じに見えますが、実際は少し違います。この2つの違いを説明します。
下図に2つの曲線A・Bを書いてみました。同じ曲線ですが、規格の上限に近い方が曲線Bです。
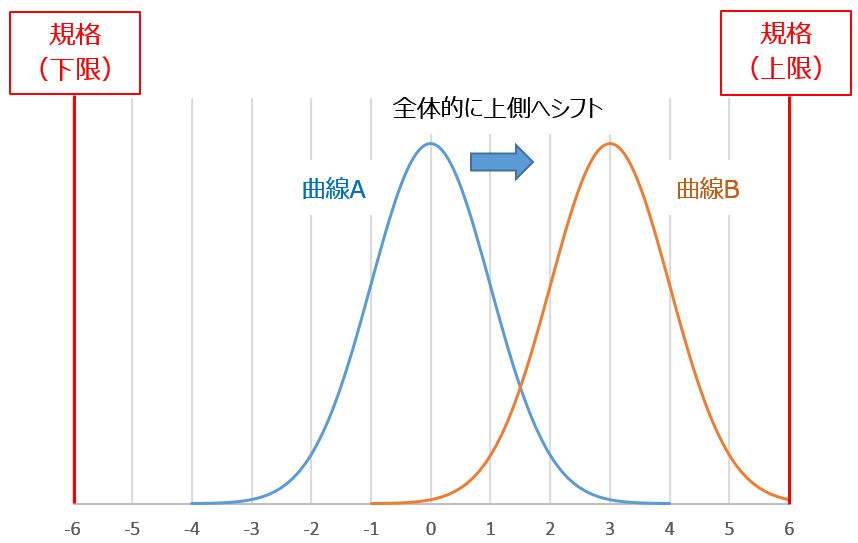
この場合の曲線A・曲線BのCp・Cpkは以下の表になります。
| 記号 | 曲線A | 曲線B |
|---|---|---|
| Cp | 2.0 | 2.0 |
| Cpk | 2.0 | 1.0 |
Cpの値は変わりませんが、Cpkの値は曲線Bの方が小さくなります。
規格の上限と下限の範囲(幅)に対して、データのバラツキの大きさ(幅)がどの程度かを表します。バラツキの大きさ(幅)を見ているので、規格は関係ない数値になります。
規格の上限と下限の範囲(幅)に対して、データのバラツキ(幅)がどの位置にあるかを表します。
一般的にモノ作りをしている場合、規格を外れてしまうとダメなので、工程能力を考える場合は、Cpkになります。
この事をあまり理解してなくて、工程能力=Cpを使う人も多いと思いますが、「ちょっと違うけどなぁ~」と優しい目で見てあげて下さい。(^^
CpとCpkの計算式
曲線A・Bの計算式を記載しておきますので、参考にして下さい。

実際に計算して見るとこんな感じになります。

データを工程能力に数値化
出社時間の工程能力を算出してみましょう。
出社の時間に規格の下限(早く着いたらダメ)なんて無いけど??
モノ作りや色んなデータを扱っていると、片側しか規格がないものがあります。
この場合、Cpは計算できませんので、Cpkの式を使って計算します。
規格の上限・下限がある場合(両側規格)は工程能力Cpを使って、規格が上限or下限の場合(片側規格)は工程能力Cpkを使うという人がいますが、少し間違いです。
両側規格ではCp、Cpk共に計算できるが、片側規格ではCpkしか計算できないのでCpkを使う、が正しい表現になります。結果的に、両側規格・片側規格ともにCpkを使うことになると思います。
実際に計算して見ると(分かりやすくする為に、計算式では秒をカットしてます^^; )

この出社時間のデータは、工程能力Cpk=2.0になりました。
この工程能力Cpk=2.0には、どんな意味があるのでしょうか?
工程能力1.33以上必要とか、1.67以上が良い!の意味を説明していきます。
工程能力1.33って何?
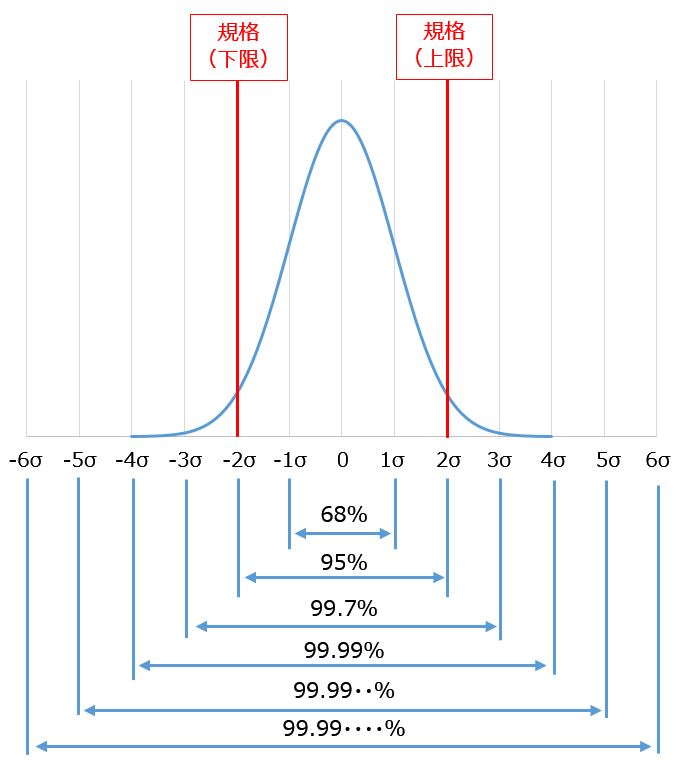
下のグラフは規則正しい正規分布の曲線ですが、規格値を2σ、-2σの位置にしてみます。
この場合、規格の中に95%入りますが、5%は規格の外に出ることになります。
5%と言うことは、「100個作ったら5個は不良品になる」の状態です。
5%の規格外れが発生する状態の工程能力Cpkを計算してみます。
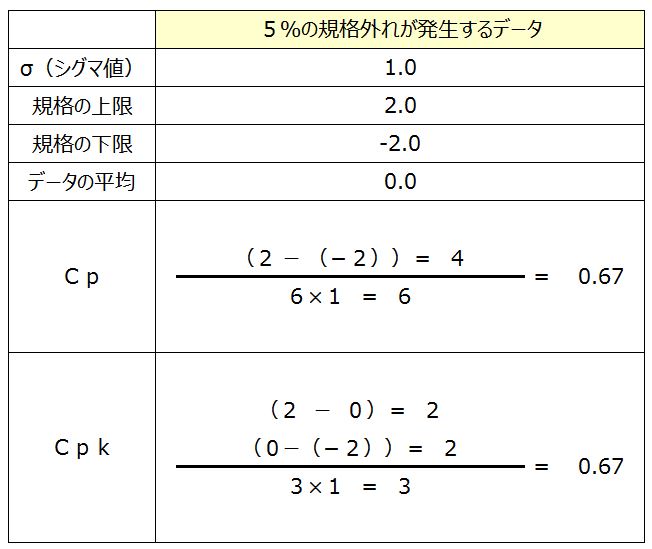
データの平均値が規格の中心にあるので、CpとCpkは同じ数値になります。5%外れるようなデータは、工程能力Cpk=0.67という事がわかります。
同じグラフを使って、規格の位置を4σ、-4σに変更してみましょう。
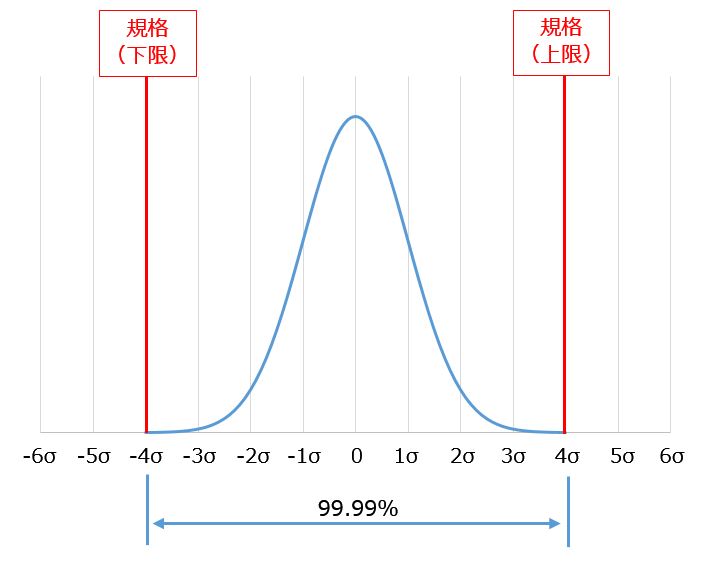
規格が±4σの位置になると、99.99%は規格の中に入ります。
これだと規格外れはほとんど発生しないですね。計算すると・・
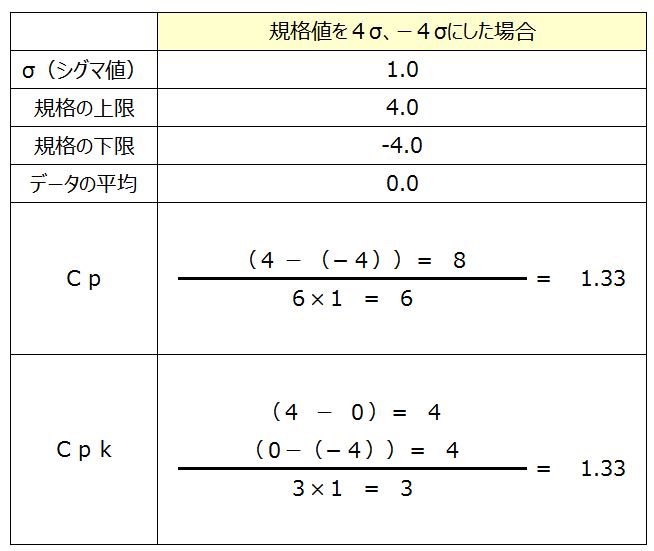
工程能力Cpk=1.33になりました。
工程能力1.33とは、データがほとんど規格から外れない状態だと分かります。
まとめ:工程能力は1.33以上必要
工程能力の数値と意味を一覧表にしてみました。
| 工程能力 | σの範囲 | 規格から外れる確率 | 状態 |
|---|---|---|---|
| 0.33 | ±σ | 31.7% | 作ったらダメ |
| 0.67 | ±2σ | 4.55% | 危険な状態 |
| 1.00 | ±3σ | 0.269% | 不安定な状態 |
| 1.33 | ±4σ | 0.0063% | 安定している |
| 1.67 | ±5σ | 0.000057% | 十分安定している |
| 2.00 | ±6σ | 0.00000019% | まったく問題なし |
- 工程能力とは、あるデータが規格に対して、どの程度余裕があるかを計算した数値になります。
- この数値をみることで、規格に対して安定しているのか、不安定なのかを判断することができます。
身の回りのデータを使って実際に計算してみると、「なるほど~」と思えるかも知れません。(^^
工程能力の考え方を使ったSPC管理の解説はこちら!
本記事は以上となります。最後までお付き合い、ありがとうございました。
