





モノ作りをする製造業は、良い製品やいい商品を作るのが仕事。でも不良品ができることもありますよね(^^;
不良品は、お客さんに届けることができないので、ムダな損失です。
不良品を多く作ることは、会社にとっても大きなダメージなんで、不良品を見つけたら原因を調査して対処しないといけません。

不良品って、1個でも調査しないといけないの?
結構、大変なんだけど。。
確かに大変ですよね。そんなときでてくるのが、歩留りや不良率での管理です。
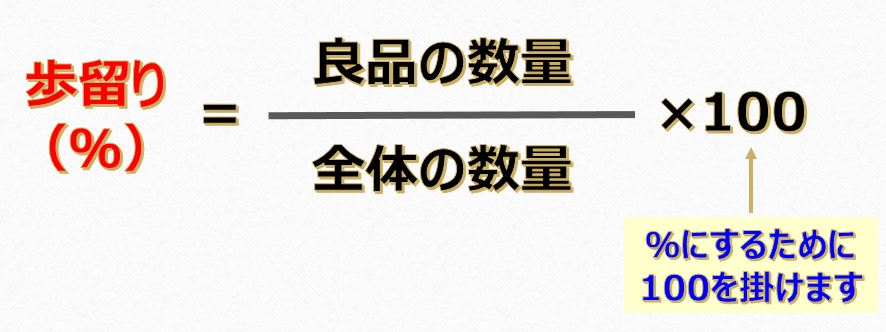
- 歩留りとは?
-
「全体の数」に対して「良品になった数」の割合を表したもので、単位はパーセント(%)です。
計算式はこちら

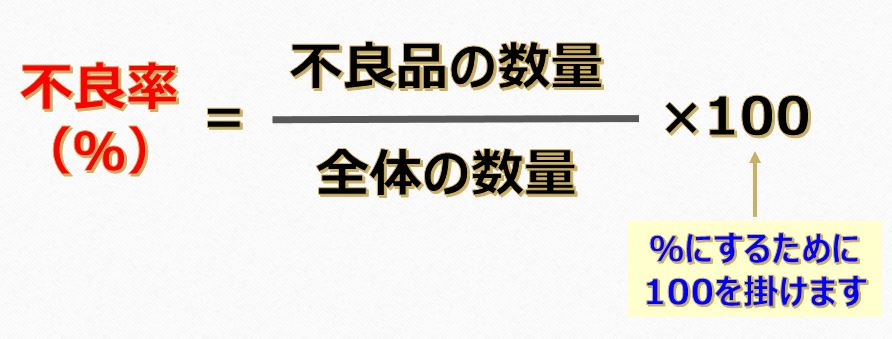
- 不良率とは?
-
「全体の数」に対して「不良になった数」の割合を表したもので、単位はパーセント(%)です。
計算式はこちら
歩留りや不良率を使うと、例えば歩留りが90%を下回ったら調査するとか、不良率が10%を上回ったら調査する。そんな使い方ができます。
この記事では、歩留り・不良率を使った工程管理について解説します。
歩留りと不良率は、良品をみるか、不良品をみるかの違いで考え方は同じです。ここでは不良率を使った管理で解説していきます。m(_ _)m
- 製造現場で作業する人
- 製造業で品質管理を担当する人
不良率の管理って、どうやるの?
イメージしやすいように、商品を検査する工程を考えてみます。
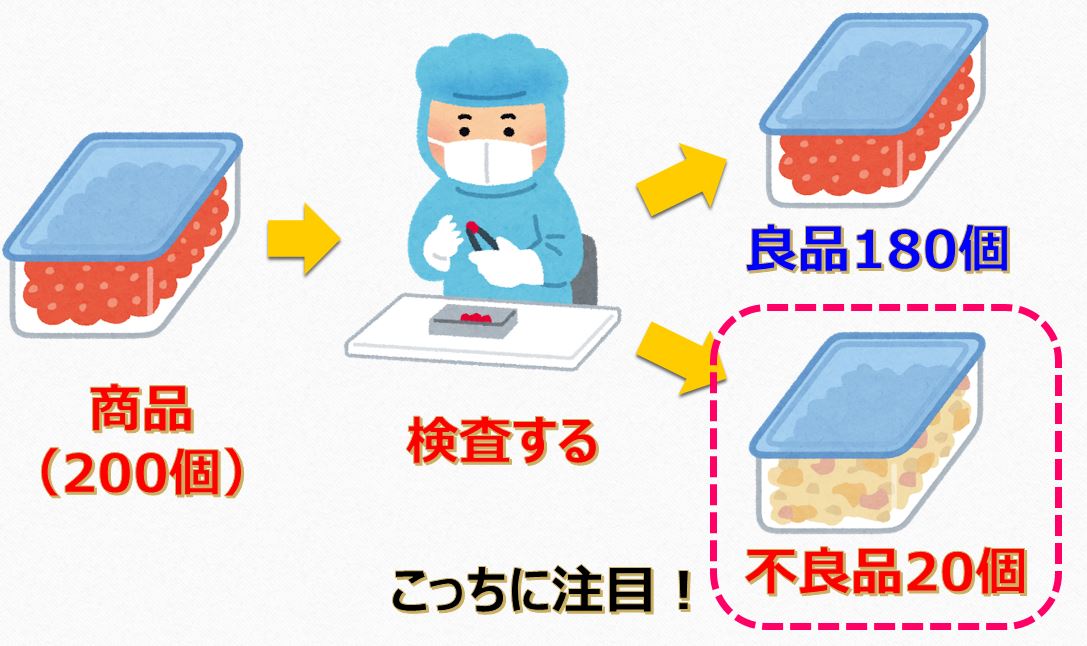
200個の商品を検査して、不良品が20個あった。
この場合の計算式はこちら
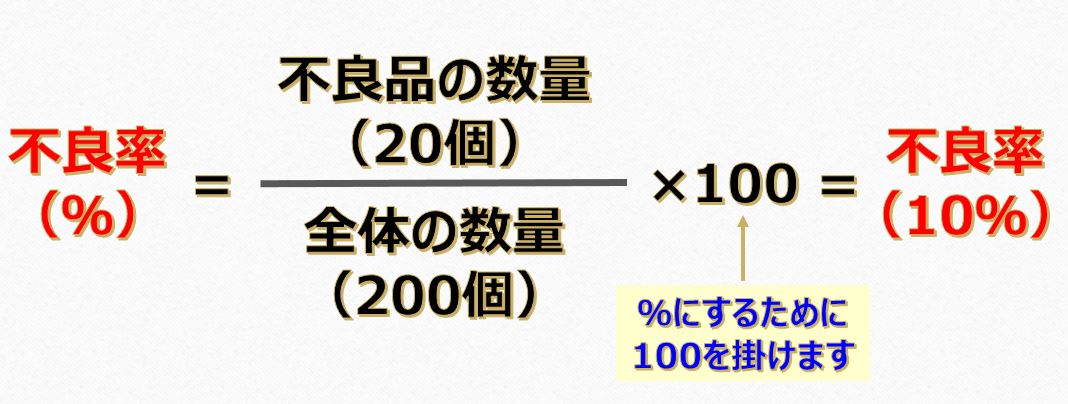

10%って、異常なの?
異常かどうかを決めるのは、その製品の実力や他のグループとの違いです。
例えば、200個の商品を4つ検査した結果が下の表だったら、明らかに2番目のグループはおかしいですよね^^;

この異常を判断する値は、管理値や管理線、クライテリアと呼ばれます。この数値は、お客さんとの取り交わし(契約)や自社で決めた数値です。
異常になった場合は、作業を止めて原因を調査します。
1回の検査が終了するたびに、不良率の計算をして、決められた不良率をクリアしていたら、そのまま作業続行!
不良率をオーバーしてたら、一旦作業をやめて調査をする。この考え方が、不良率の管理です。
具体的な管理の方法
異常を判断方法にも、いくつか種類があります。具体的なものを紹介すると、
- σ(シグマ)を計算した管理
- ある基準から割合を計算した管理
- 2つの差の割合を計算した管理
①のσ管理は、統計の考え方を使った管理です。少し長くなりますので、詳しくは別の記事で解説してます。
ここでは、②と③を解説します(^^;
ある基準から割合を計算した管理
例えば、イヤホンを作る工場を考えてみます。

イヤホンなんで、オーディオプレーヤーからの音楽は、右と左で同じ音量が聞こえてこないとダメ。
プレーヤーから50db(デシベル)の音量がでてたら、右も左も同じ50dbが理想です。
でも実際は、右と左で少しバランスのズレがあります。ここで「1%の範囲内だったら良品!」という判断の基準があったとします。
その場合、オーディオプレーヤーからでる音量が基準になって、管理する線が引けます。

良品にできるのは、50dbの「+1%」と「-1%」の範囲です。

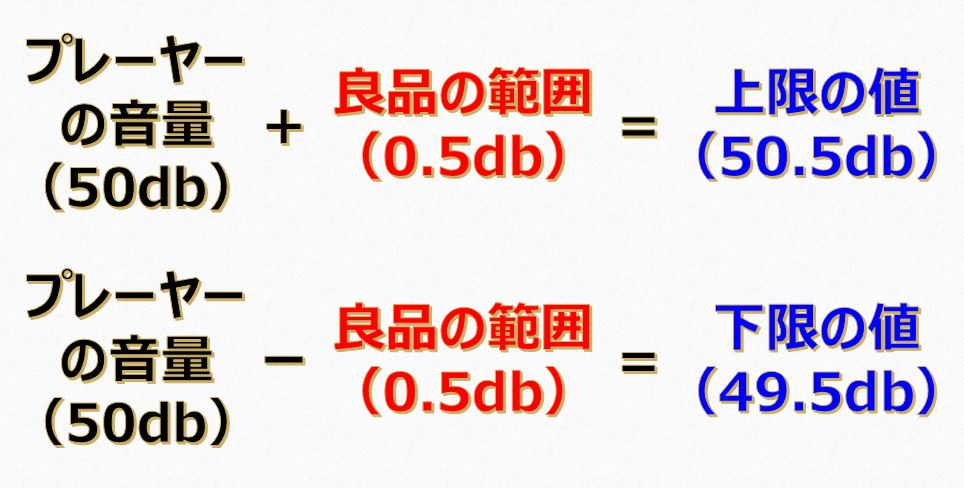
右と左のイヤホンからでてる音量の数値が、49.5~50.5の範囲内だったら良品!
片方でも範囲の外だったら不良品!という管理です。
2つの差の割合を計算した管理
オーディオプレーヤーみたいな基準がなかったら、どうするの?
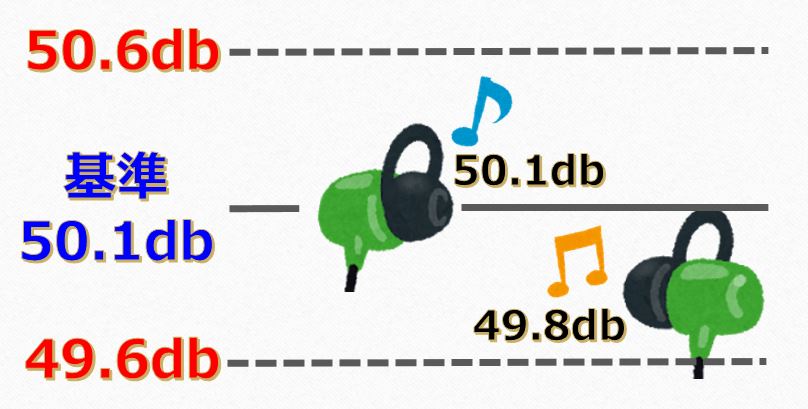
基準がない場合、右と左の差を見る方法があります。
仮に「右から聞こえる音量と、左から聞こえる音量の差が1%以内だったら良品!」、この場合を考えてみます。
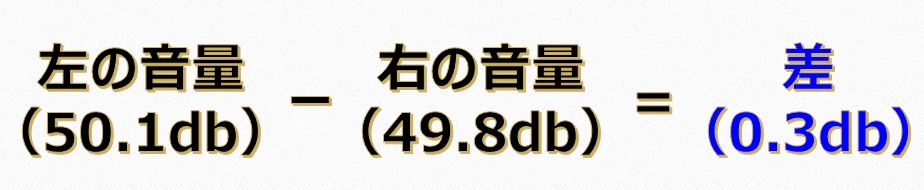
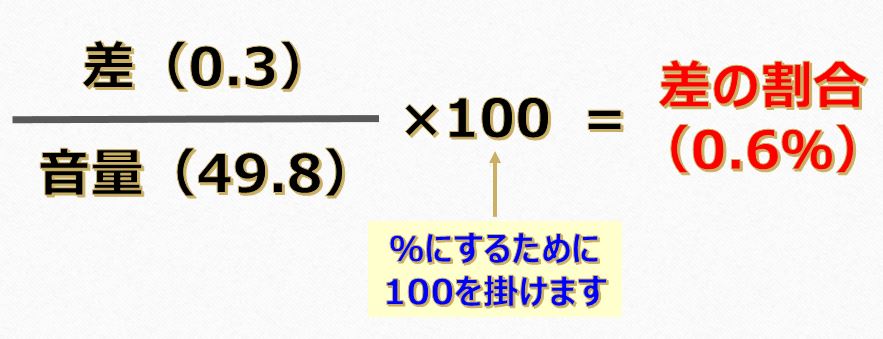
まず、右と左の差を計算します。
差(引き算)なので、数値の大きい方(ここでは50.1db)から小さい方(ここでは49.8db)を引きます。
この差を左の音量(50.1db)で割った数値が、1%以内だったら良品ということになります。
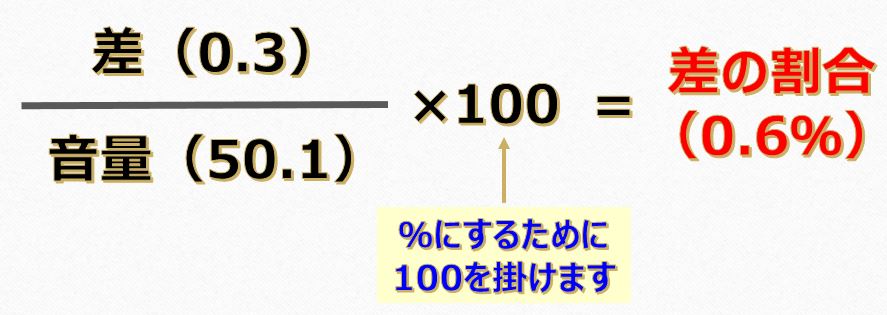
なんで50.1で割るの? 49.8じゃダメなの?
音量(49.8)で割った場合でも同じ0.6%になります。
ただ、表面上は同じに見えても、小数点の下の方まで見ていくと、この2つは違ってきます。
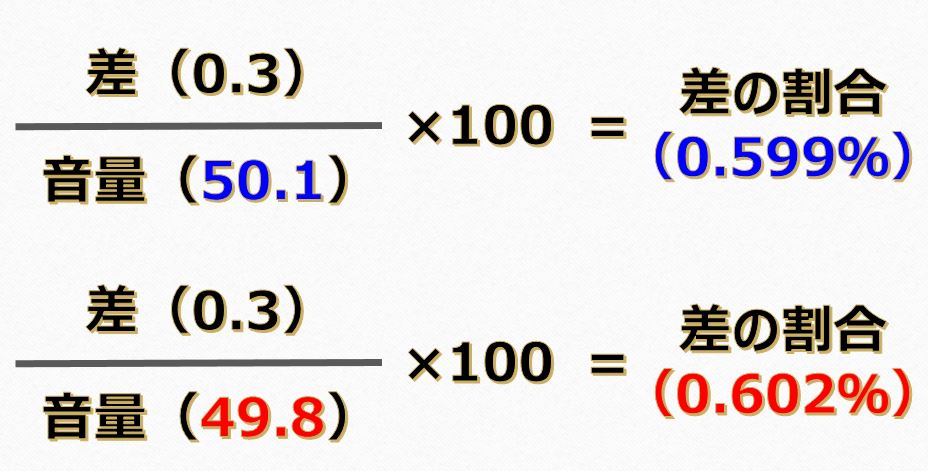
このため大切なポイントは、どちらの数値を基準にするか?を決めておく事です。
プレーヤーみないな基準はありませんが、2つの内どちらかを基準にしてしまう考え方です。
- 数値の大きい方が基準の場合
-
- 数値の小さい方が基準の場合
-

これまでをまとめると、2つの差の割合を計算する式は
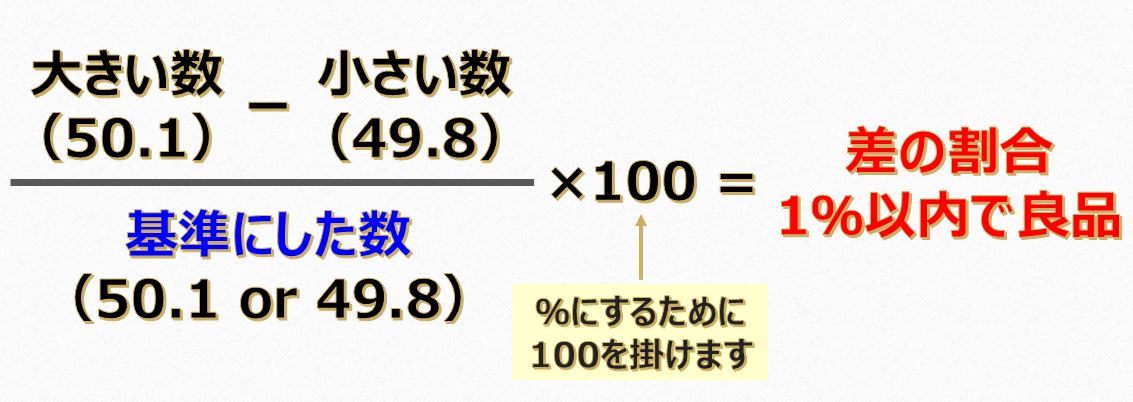
こんな感じで表すことができます。
別の計算方法
2つの数値のうち小さい方の値に1.01をかける。
かけて出てきた数値が大きい方の数値より大きければOK!
この計算でも、良いんじゃない?
この計算方法でも大丈夫です^^
この場合、数値の小さい方が基準になってます。
- 小さい方の値に1.01をかける→49.8×1.01=50.3
- 出てきた数値(50.3)が大きい方の数値(50.1)より大きければOK

逆に、大きい方の数値を基準にする場合は、0.99をかけて計算します。

不良率や100分率を使った管理は、ちょっと難しいところがありますよね^^;
それぞれの工程に合った管理の方法があると思いますが、この記事が何かの参考になれば嬉しいです。
それでは、今日はこの辺で。m(_ _)m
